|
根據系統的需要,擬采用 QSmart SPC Real-Time 網絡版和 QSmart SPC Monitor 網絡版兩套程序來完整實現整個生產線的
SPC 系統
應用。整條生產線各檢測站點配備獨立計算機(如拓樸圖中 SPC1 ~ SPC3)來運行 QSmart SPC Real-Time 完成數據的檢測和自動采集,另配備一臺計算機(如拓樸圖中雙冗余服務器或 SPC4)當服務器并運行 QSmart SPC Monitor 來完成整條生產線所有數據的管理和再分析。工作過程:QSmart SPC Real-Time 采集各檢測站點的數據,并即時分析,后臺將數據
上傳到冗余服務器,QSmart SPC Monitor 根據服務器中的匯總數據作總體分析和管理。
一、系統網絡結構拓樸圖:

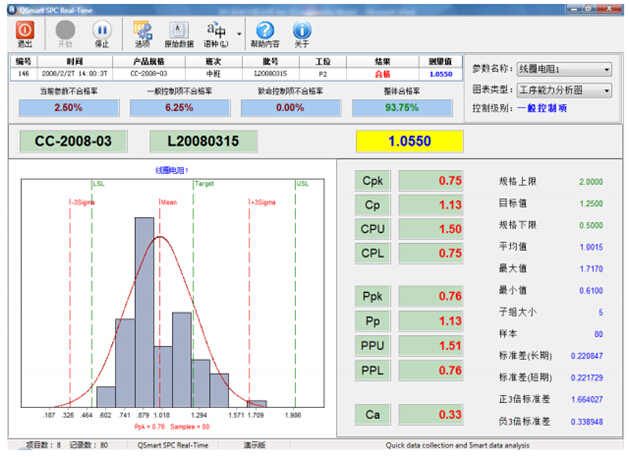
二、檢測站點程序 QSmart SPC Real-Time 程序功能結構說明
檢測站點包括拓樸圖中的 SPC1,SPC2,SPC3,半成品顯示,成品顯示。檢測站點程序QSmart SPC Real-Time 將每一站點所測參數數據進行即時動態的 SPC 數據分析。具體實現
方式如下:
1、 實時曲線圖

2、 工序能力分析圖
3、
控制圖

4、 Cpk/ppm 趨勢圖

5、 總參數匯總圖

6、Cpk 判定級別設置

三、查詢站點程序 QSmart SPC Monitor 功能結構說明
查詢站點是指拓樸圖中的雙冗余服務器或 SPC4,可以擴展多臺。在查詢站點中,可以對整個生產線的所有測量參數進行總體的查看和分析。具體實現方式如下(請打開 QSmart SPC Monitor 程序觀看實際圖形):
1、 主界面

QSmart SPC Monitor 的主要功能列表:
•多語言支持,支持中文簡體,中文繁體,英文實時切換。
•操作簡單,易用,短時間內即可完成系統的設置。
•可由用戶對系統進行靈活的設置,任意定制控制結構及控制的分層信息。
•系統提供易用的分析功能,任何層次人員都能使用系統對質量問題進行查看及分析。主要分析功能包括:
a) Xbar-R管制圖
b) Xbar-S管制圖
c) I-MR(X-MR)管制圖
d) 制程能力分析圖(直方圖)
e) 運行圖(趨勢圖)
f) CPK日,周,月,季度推移圖
g) P管制圖
h) nP管制圖
i) U管制圖
j) C管制圖
k) 良品率推移圖
l) 排列圖(柏拉圖)
m) 制程能力匯總報表
n) 良品率報表
o) 缺點數報表
p) 不良品分析報表:對某不良品項在所有產品中的分布比例進行分析。
q) 缺點數分析報表:對某缺點項在所有產品中的分布比例進行分析。
•系統支持Access,及SQL Server等大型數據庫。
•軟件提供對數據及圖形的打印,導出功能,并可以Excel文件的方式保存。
•系統采用層次結構進行設計,用戶可靈活進行系統結構的設計,可無限地對產品或質量控制點進行擴展,以滿足企業未來的需求。
•系統提供多種報警方式,對潛在的質量問題進行報警,報警方式包括:
a) 顏色報警:在管制圖及主接口中提供顏色報警。
b) 短信報警。
c) 現場報警燈,提供聲光報警。
d) 郵件報警方式:提供兩種方式給使用者選擇,對每個關鍵控制點進行報警或是每天匯總報警信息并以Excel方式發送到相關人員的郵件中。
•判斷異常的規則可由用戶進行定制,使用者可根據企業的實際情況進行調整。
•對失控的異常狀況進行跟蹤,必須在系統中進行原因分析及采取糾正預防措施后,系統的顏色報警才會消除。
•系統提供多種輸入方式供使用者選擇:包括自動數據采集及人工錄入功能,支持RS-232/485網絡,同時提供多儀器輸入功能。
•各種文件格式數據的導入,如*.txt,*.csv,*.html, Access等。
•支持與ERP等外部系統的連接。
•系統提供全面的權限管理機制,不同的人員只能查看及操作其相應的產品。
•系統提供完善的的數據備份機制,保障質量數據的安全性。
•提供層次過濾分析功能,方便對不同分層的質量數據進行單獨分析,如不同班次,機臺等。
2、 控制圖

3、
Cpk
圖
4、 運行圖

5、 工序能力趨勢圖

6、 工序能力報表

7、P 圖(不合格品率控制圖)

8、柏拉圖

9、合格率報表

10、不合格率分布報表

以上所有圖形和報表中都可以根據時間、關鍵信息等過濾查詢結果,并生成報表,打印、導出到 Excel。生成的報表格式如下:

|
