|
’™“™£ļŖ^≥Őń‹Ń¶÷łĒĶ(
CPK
) «”√ĀŪļ‚ŃŅĻ§–Úń‹Ń¶īů–°Ķń“ĽāÄÖĘĒĶ,≤…”√CPK∑÷őŲ∑®Ć¶≤ŅľĢÕŅ—bļůĶń≥ŖīÁŖM––∑÷őŲ£¨Ņ…“‘ú ī_Ň–∂®‘ďÕŅ—bĻ§ňá‘ŕÕŅĆ”ļŮ∂»Ņō÷∆∑Ĺ√śĶń”––ß–‘£¨≤ĘłýďĢ∑÷őŲĹYĻŻÉěĽĮÕŅ—bĻ§ňá÷–ĶńłųāÄÖĘĒĶ£¨Źń∂ÝŖ_ĶĹĺęī_Ņō÷∆ÕŅĆ”ļŮ∂»ĶńńŅĶń°£
‘ŕĺę√‹Éx∆ųÉxĪŪ (ŐōĄe «ŌŗôC◊ÉĹĻÁRÓ^Ķ»ÍPśIŃ„ľĢ)…ŌŖM––ÕŅ—bľ”Ļ§£¨ÕýÕýľ»”–áņłŮĶńÕ‚”^ľįÕŅĆ”–‘ń‹“™«ů,”÷”–áņłŮĶń—bҚҚļŌ“™«ů°£“Úīň£¨Ć¶īňÓźģa∆∑ĶńÕŅ—bľ”Ļ§£¨‘ŕŅō÷∆ÕŅĆ”ļŮ∂»∑Ĺ√ś£¨≥żŃň“™”–łŁļ√ĶńôC∆ųŅō÷∆‘Oāš£¨łŁ“™”–ļ√Ķń∑÷őŲļÕĻ‹ņŪ∑Ĺ∑®°£∆∑Ŕ|Ļ‹ņŪ÷–≥£”√ĶńCPK∑® «Ĺ®ŃĘ‘ŕƶфľĢ≥ŖīÁĆćúyĒĶďĢŖM––Ĺy”č∑÷őŲĶńĽýĶA…Ō£¨Õ®Ŗ^“ĽŌĶŃ–Ŗ\ň„∂ÝĶ√ĶĹ÷∆≥Őń‹Ń¶÷łĒĶĶń∑÷őŲ∑Ĺ∑®°£ĪĺőńĎ™”√‘ď∑®”čň„ń≥ĒĶīaŌŗôCÁRÓ^≤ŅľĢ‘ŕÕŅ—bľ”Ļ§÷–Ķń
Ŗ^≥Őń‹Ń¶÷łĒĶ
ľīCPK÷Ķ£¨“‘Ň–∂®‘ďĻ§ňá‘ŕŅō÷∆ÕŅĆ”ļŮ∂»∑Ĺ√śĶńń‹Ń¶£¨Õ¨ērŖ\”√‘ď∑®Ć¶ÕŅ—bľ”Ļ§Ŗ^≥Ő÷–ĶńÖĘĒĶŖM––’{’Ż£¨“‘Ćć¨FƶÕŅĆ”ļŮ∂»Ķńĺęī_Ņō÷∆°£
ÕŅ—bļůĻ§ľĢÕ‚ŹĹ≥ŖīÁôzúyľįCPK÷ĶĶń”čň„
łýďĢŐę”—
CPK”čň„Ļ§ĺŖ
ľį‘ďĻ§ľĢĶńąDľą“™«ů(◊ÓĹK≥ŖīÁěť=24(0/-0£ģ01)mm)£¨Ć¶áäÕŅ≤ĽÕ¨ērťgļůĶńĻ§ľĢÕ‚ŹĹ≥ŖīÁŖM––ôzúy£¨Ō¬√ś ’ľĮŃň30ĹMĒĶďĢ,»ÁŌ¬ĪŪňý ĺ:
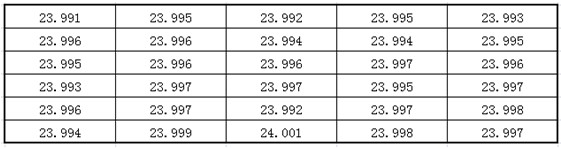
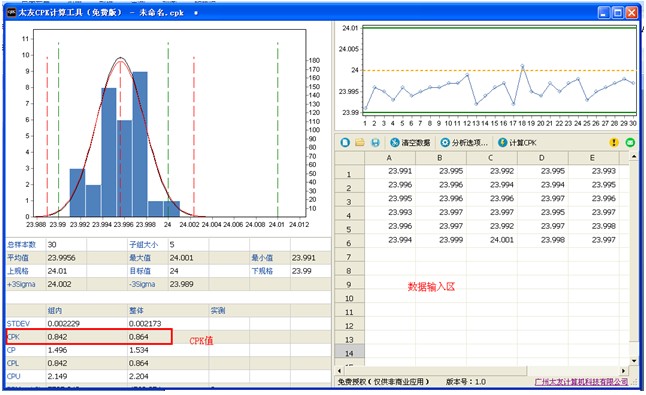
Ŗ@ēr÷ĪĹ”į—į—ĒĶďĢŹÕ÷∆ĶĹŐę”—ĶńCPK”čň„‹õľĢņÔĺÕŅ…“‘«ůĶ√CPKĀŪŇ–Ēŗ‘ďĻ§–Úń‹Ń¶:
CPK÷Ķ∑÷őŲ
CPK÷ĶŇcŃľ∆∑¬ ľį≤ĽŃľ¬ ÷ģťgĶńƶϙÍPŌĶ»ÁŌ¬ĪŪňý ĺ:
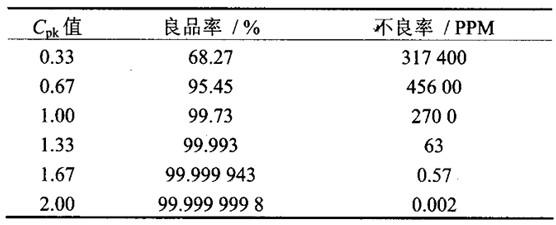
ģĒCPK>2.0ēr£¨÷∆≥Őń‹Ń¶ŐęłŖ£¨Ņ…Ņs–°“éłŮĽÚƧ«ůĹĶĶÕ≥…Īĺ£ĽģĒ 1.67°‹ Cnk°‹ 2.0ēr£¨÷∆≥Őń‹Ń¶†ÓõrņŪŌŽ£¨–ŤĪ£≥÷£ĽģĒ 1.0°‹ CPK<1.67ēr£¨Ď™ŖM––ŌŗĎ™Ķń∆∑Ŕ|łń…∆Ļ§◊ų£ĽģĒ CPK<1.0ēr£¨Ď™∑eėO≤…»°īŽ ©£¨≤ĘŖM––»ęôz∑÷őŲ°£∂ÝŌŗƶ”ŕĹūĆŔ«–Ōųľ”Ļ§∂Ý—‘£¨ÕŅ—bľ”Ļ§”…”ŕ◊‘Ą”ĽĮ≥Ő∂»»‘»ĽŐé”ŕ›^ĶÕňģ∆Ĺ£¨“Úīň‘ŕ÷∆≥Őń‹Ń¶Ņō÷∆∑Ĺ√ś£¨Õ®≥£»° CPK°›0.67£¨ľīŃľ∆∑¬ 95.45£•“‘…Ō£¨≤Ę≤…”√»ęôzĶń∑Ĺ ĹŖM––∆∑Ŕ|Ļ‹ņŪļÕŅō÷∆°£Õ®Ŗ^…Ō√ś”čň„CPK÷ĶŅ…÷™,CPK=0.864>0.67,’f√ų‘ďÕŅŃŌĻ§ňáĶńļŌłŮ¬ “—ĹõŖ_ĶĹ95.45£•“‘…Ō,÷∆≥Ő†ÓĎB «Ī»›^ņŪŌŽĶń.Ņ…÷™,Ņ…“‘Õ®Ŗ^”čň„CPK÷ĶĀŪÉěĽĮÕŅŃŌĻ§ňáÖĘĒĶ,ŐŠłŖ∆∑Ŕ|Ŗ_≥…¬ ,ĹĶĶÕ…ķģa≥…Īĺ∂ľ”– ģ∑÷∑eėOĶń◊ų”√.
|
