|
’™“™£ļƶń≥–©ľ”Ļ§Ļ§–Ú,ŐōĄe «∆š÷ųĆß“Úňō «ôC∆ųĶńĻ§ňá,ěť∂®ŃŅĪŪ ĺĻ§–Úń‹Ń¶ĚM◊„ģa∆∑‘O”čĶńŔ|ŃŅ“™«ůĶń≥Ő–Ú,Ŗ@ērő“āÉ–Ť“™ņŻ”√Ļ§–Úń‹Ń¶÷łĒĶ
CPK
◊ųěť∆š÷–“ĽāÄŇ–Ēŗėňú .
‘ŕ…ķģaŖ^≥Ő÷–,ő“āÉŅ…“‘Õ®Ŗ^”čň„Ļ§–Úń‹Ń¶÷łĒĶĀŪ‘uÉrĻ§–Úń‹Ń¶, Ļ§–Úń‹Ń¶‘uÉrĹYĻŻ”–»ż∑N«ťõr£ļ
•
Ļ§–Úń‹Ń¶Ŗ^łŖ,Ņ…ŅľĎ] ’Ņsėňú ∑∂áķĽÚ∑ŇĆíĻ‹ņŪ£¨“‘ĹĶĶÕ≥…Īĺ£Ľ
•
Ļ§–Úń‹Ń¶≥š∑÷£¨ĺS≥÷‘≠†Ó£¨Ņ…įī≤ŅĺÕįŗĹMŅó…ķģa£Ľ
•
Ļ§–Úń‹Ń¶≤Ľ◊„£¨“™’“≥Ų‘≠“Ú£¨÷∆∂®łńŖMīŽ ©≤Ęľ”“‘Ćć ©°£
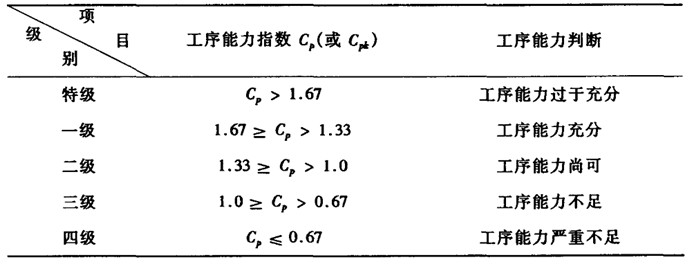
Ļ§–Úń‹Ń¶ĶńŇ–Ēŗėňú »ÁŌ¬ĪŪ1ňý ĺ:
Ď™”√Ňeņż
ń≥–ÕŐĖņ≠ĺÄôC ņ≠÷∆ 0£ģ200ÕŃ0.003 mm“éłŮĶń„~ąAĺÄ£¨≤…”√„@ Įń£,ŹńĄāņ≠÷∆≥ŲĀŪ„~ĺÄ ’ĺÄĪP…Ō £¨√ŅťgłŰ“Ľ »¶»°ĒĶ»ÁŌ¬(mm)£ļ
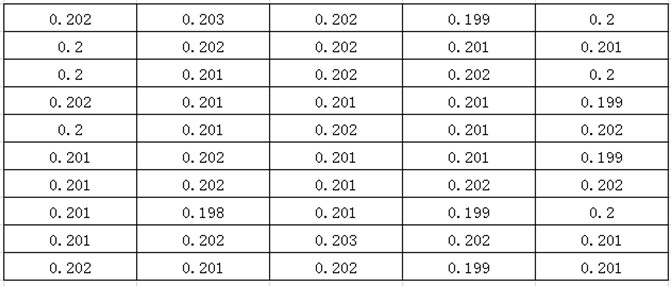
’ľĮĶĹ»Á…ŌĒĶďĢļů,ő“āÉĺÕŅ…“‘į—ĒĶďĢšõ»ŽĶĹŐę”—Ķń
CPK”čň„‹õľĢ
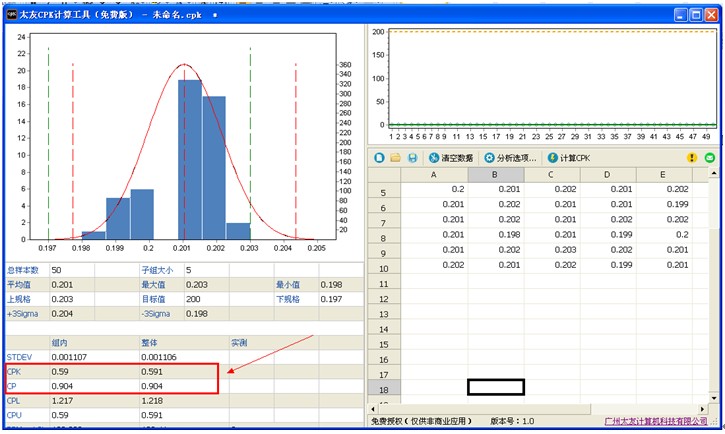
ņÔ÷ĪĹ”«ůĶ√CPKŇcCP÷ĶĀŪŇ–Ēŗ‘ďĻ§–Úń‹Ń¶:
’f√ų:
Õ®Ŗ^…ŌąD”čň„ĹYĻŻŅ…÷™,CPK=0.591Ňc…ŌĪŪ1Ļ§–Úń‹Ń¶Ķ»ľČ‘u∂®ĪŪŌŗĪ»›^Ņ…÷™,‘ďĻ§–ÚŐé”ŕĻ§–Úń‹Ń¶≤Ľ◊„†Óõr£¨Ď™’{ďQń£ĺŖ°£Ķę»ÁĻŻŅľĎ]ĶĹŌ¬ĶņĻ§–Ú (»Á∆ŠįŁĺÄ…ķģa)Ķń—”…žÜĖÓ},ĄtĎ™ĆĘ«įĶņņ≠ĺÄĻ§–ÚĶńÉ»Ņō÷łėňľįĻę≤Ó∂®ěť 0.200(+0O04/-0200)mm£Ľ≤Ę–Ť÷ō–¬”čň„…ŌņżĶńĻ§–Úń‹Ń¶÷łĒĶ£¨◊ÓļůĶ√≥ŲCP=0.904īňēr‘ďĻ§–Úń‹Ń¶Ķ»ľČěť»żľČ,ľīĻ§–Úń‹Ń¶≤Ľ≥š∑÷°£ŅľĎ]ĶĹ…ķģaĆćŽH,Ņ…“‘łŁďQń£ĺŖ,“≤Ņ…“‘ņ^ņm Ļ”√‘ďŐ◊ń£ĺŖ°£ĶęĎ™ľ”ŹäŔ|ŃŅôzÚě,»ęĒĶôzÚěĽÚ‘Ųľ”ôzÚěÓlīő°£
”…”ŕĺÄņ|––ėIĶń…ķģaŖBņm–‘£¨≥ť»°ĒĶďĢļ‹≤Ľ∑ĹĪ„£¨“ÚīňĺÕĪōŪöĹõ≥£”čň„Ļ§–Úń‹Ń¶÷łĒĶ£¨∑eņŘĒĶďĢ°£“ĽŐ◊ń£ĺŖĶńĻ§–Úń‹Ń¶÷łĒĶŽS÷Ý Ļ”√ērťgĶń—”ťL∂Ý÷ūĚuŌ¬ĹĶ°£”čň„Ļ§–Úń‹Ń¶÷łĒĶĶń“‚Ńx÷ų“™‘ŕ”ŕ’“≥Ų“ĽŐ◊ń£ĺŖĶń◊Ó”––ß Ļ”√ērťg£¨∑ŮĄt÷ĽĎ{ĹõÚ쳣ďQń£ĺŖ°£‘ŕĻ§–Úń‹Ń¶…–Ņ…Ķń«ťõrŌ¬ĺÕłŁďQŃňń£ĺŖ£¨ Ļń£ĺŖ Ļ”√÷‹∆ŕŅs∂Ő£¨ĹĶĶÕŃňń£ĺŖČŘ√Ł£¨‘ž≥…ņňŔM£Ľ∑ī÷ģ‘ŕ
Ļ§–Úń‹Ń¶÷łĒĶ
Ŗ^ĶÕ ērŖÄ≤ĽłŁďQń£ĺŖ‘ž≥…Ŕ|ŃŅĶń∂…Ą”–‘.
|
