|
摘要:單位缺陷控制圖(U圖)是一種
計(jì)數(shù)型控制圖
,是一種以計(jì)算產(chǎn)品的不良件數(shù)或點(diǎn)數(shù)的方法.它繪制的是每個(gè)樣本中的單位缺陷數(shù),當(dāng)同一個(gè)產(chǎn)品單位中可能存在幾種各自獨(dú)立缺陷時(shí),這時(shí)我們就可以利用U圖來判斷過程質(zhì)量監(jiān)控是否穩(wěn)定.
單位缺陷控制圖
缺陷是指殘損或不圓滿的地方。產(chǎn)品的缺陷是指產(chǎn)品上不符合規(guī)定要求的地方。如金屬拋光后,表面遺留的凹痕、班點(diǎn)等都是缺陷。這些缺陷都是隨機(jī)地、孤立地、間斷地出現(xiàn)。
沒有缺陷的產(chǎn)品被認(rèn)為是合格品。有缺陷的產(chǎn)品被認(rèn)為是不合格品。在研究有缺陷產(chǎn)品時(shí),人們關(guān)心的是單位產(chǎn)品上的缺陷數(shù),這里的單位產(chǎn)品是為了實(shí)施抽樣或統(tǒng)計(jì)缺陷數(shù)而劃分的單位體或單位量。對(duì)于按件制造的產(chǎn)品來說,一件產(chǎn)品就是一個(gè)單位產(chǎn)品,如一個(gè)螺絲、一個(gè)電阻、一臺(tái)電視機(jī)等。但有些產(chǎn)品的單位產(chǎn)品的劃分是不明確的,需要人為地規(guī)定一個(gè)單位量,如一公尺導(dǎo)線、,一平方米玻璃等被人們規(guī)定為一個(gè)單位產(chǎn)品。
缺陷數(shù):單位產(chǎn)品上的缺陷數(shù)已被很多產(chǎn)品用來作為質(zhì)量特性,如:
•
一個(gè)鑄件上的缺陷(砂眼等)數(shù);
•
一定布上的缺陷(疵點(diǎn))數(shù);
•
一平方米玻璃上的缺陷(氣泡)數(shù);
•
一只螺栓上的缺陷(裂縫)數(shù);
•
一盤錄像帶上的缺陷(疵點(diǎn))數(shù);
•
一公尺金屬絲外層絕緣材料上的缺陷(傷痕)數(shù);
•
一雙球鞋上的缺陷(傷痕、脫膠、污染等)數(shù);
單位缺陷數(shù)控制圖特點(diǎn)
•
當(dāng)樣本大小變化時(shí),應(yīng)將各個(gè)樣本的缺陷數(shù)折算成每個(gè)檢查單位的缺陷數(shù)u,即單位缺陷數(shù);
•
以過程的單位缺陷數(shù)u為控制對(duì)象,構(gòu)造U圖;
•
U圖控制界限為:
•
由于U圖控制界限中包含樣本規(guī)模n,在n大小不等時(shí),上下控制界限均不等;
•
與
P圖
一樣,U控制圖的控制界限呈凸凹不平狀;
U控制圖案例分析
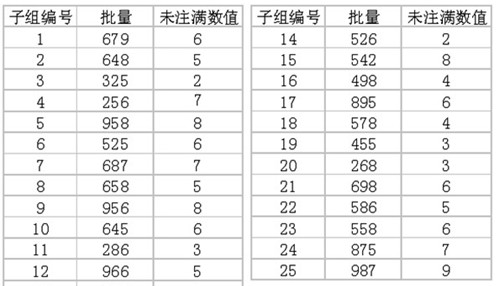
現(xiàn)需要對(duì)一注塑產(chǎn)品的缺陷進(jìn)行控制圖分析,收集的數(shù)據(jù)記錄如下表:
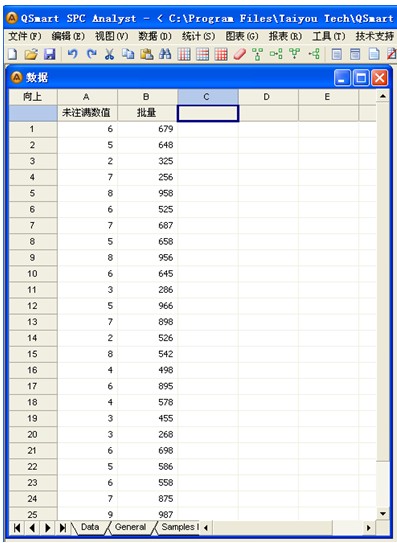
收集到以上數(shù)據(jù),我們就可以直接利用
QSmart SPC軟件
來自動(dòng)生成單位缺陷控制圖來判斷該注塑產(chǎn)品是否合格.首先,我們需要把上面收集到的數(shù)據(jù)錄入到SPC系統(tǒng)中,如下:
數(shù)據(jù)錄入完畢后,
SPC系統(tǒng)
就可自動(dòng)生成單位缺陷控制圖,無需人工繪制控制圖:
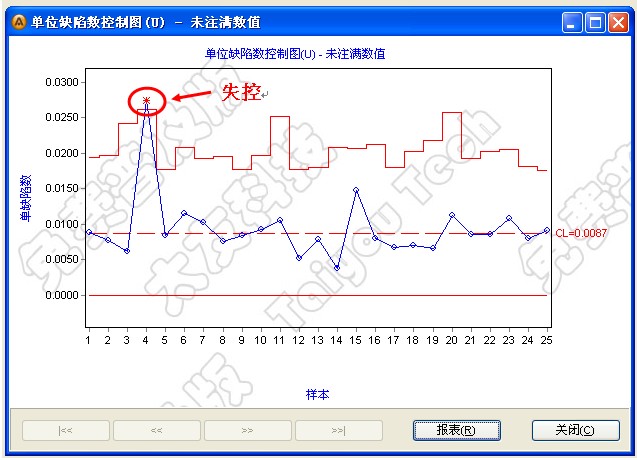
備注:從上圖可以看出,該過程中25個(gè)點(diǎn)子中有1個(gè)落在控制界限以外,因而過程處于失控狀態(tài).
|
