|
’™“™£∫
øÿ÷∆àD
«å¶þ^≥ß|¡øÃÿ–‘÷µþM––úy∂®°¢”õ‰õ°¢‘uπ¿£¨èƒ∂¯±O≤Ïþ^≥à «∑ÒÃé”⁄øÿ÷∆ÝÓëBµƒ“ª∑N”√Ωy”ã∑Ω∑®‘O”㵃àD°£∏˘ì˛ºŸ‘OôzÚûµƒ‘≠¿Ìòã‘Ï“ª∑NàD£¨”√”⁄±Oúy…˙Æaþ^≥à «∑ÒÃé”⁄øÿ÷∆ÝÓëB°£À¸ «Ωy”ãŸ|¡øπп̵ƒ“ª∑N÷ÿ“™ ÷∂Œ∫Õπ§æþ°£∆‰÷–øÿ÷∆àD∏˘ì˛Ωy”ãîµì˛µƒÓê–Õ≤ªÕ¨∑÷ûÈ”ã¡ø–Õøÿ÷∆àD≈c”ãîµ–ÕøÿàD£¨œ¬√ÊŒ“ÇÉ·òå¶øÿ÷∆àDµƒ∑÷ÓêþM––ΩÈΩB.
øÿ÷∆àDµƒ∂®¡x
øÿ÷∆àD£®Control Chart£©”÷Ω–πÐ÷∆àD£¨ «å¶þ^≥ß|¡øÃÿ–‘þM––úy∂®°¢”õ‰õ°¢‘uπ¿£¨èƒ∂¯±O≤Ïþ^≥à «∑ÒÃé”⁄øÿ÷∆ÝÓëBµƒ“ª∑N”√Ωy”ã∑Ω∑®‘O”㵃àD°£àD…œ”–÷––ƒæÄ £®CL£¨Central Line£©°¢…œøÿ÷∆æÄ£®UCL£¨Upper Control Line£©∫Õœ¬øÿ÷∆œÞ£®LCL£¨Lower Control Line£©£¨≤¢”–∞¥ïrÈgÌò–Ú≥È»°µƒò”±æΩy”ã¡øîµ÷µµƒ√˸c–Ú¡–°£UCL°¢CL°¢LCLΩy∑QûÈøÿ÷∆æÄ£®Control
Line£©°£÷––ƒæÄ «À˘øÿ÷∆µƒΩy”ã¡øµƒ∆Ωæ˘÷µ£¨…œœ¬øÿ÷∆ΩÁœÞ≈c÷––ƒæÄœýæýîµ±∂òÀú ≤Ó°£∂ýîµµƒ÷∆‘ÏòIë™”√»˝±∂òÀú ≤Óøÿ÷∆ΩÁœÞ£¨»Áπ˚”–≥‰∑÷µƒ◊Cì˛“≤ø…“‘ π”√∆‰ À¸øÿ÷∆ΩÁœÞ°£»Ùøÿ÷∆àD÷–µƒ√˸c¬‰‘⁄UCL≈cLCL÷ÆÕ‚ªÚ√˸c‘⁄UCL∫ÕLCL÷ÆÈgµƒ≈≈¡–≤ªÎSôC£¨Ñt±Ì√˜þ^≥ÃÆê≥£°£
≥£”√SPCøÿ÷∆àD
°§∏˘ì˛øÿ÷∆àD π”√ƒøµƒµƒ≤ªÕ¨£¨øÿ÷∆àDø…∑÷ûÈ£∫∑÷Œˆ”√øÿ÷∆àD∫Õøÿ÷∆”√øÿ÷∆àD°£
°§∏˘ì˛Ωy”ãîµì˛µƒÓê–Õ≤ªÕ¨£¨øÿ÷∆àDø…∑÷ûÈ£∫
”ã¡øøÿ÷∆àD
∫Õ”ãîµøÿ÷∆àD£®∞¸¿®”ãº˛øÿ÷∆àD∫Õ”ã¸cøÿ÷∆àD£©°£À¸ÇÉ∑÷Ñeþm”√”⁄≤ªÕ¨µƒ…˙Æaþ^≥ð£√øÓê”÷ø…ºö∑÷ûÈæþÛwµƒøÿ÷∆àD.
”ã¡ø–Õîµì˛µƒøÿ÷∆àD:
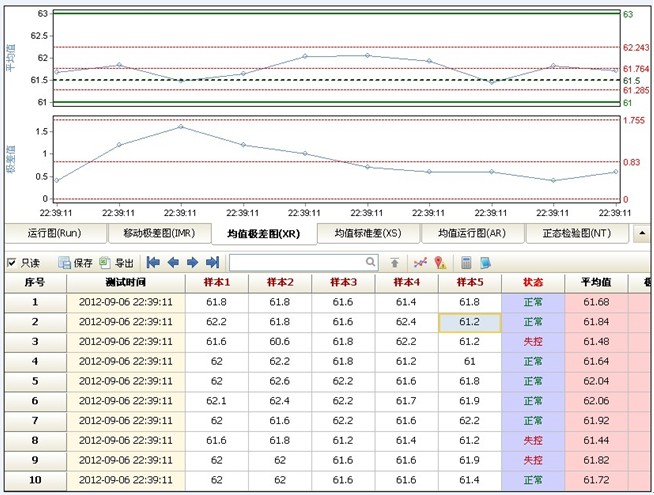
°§Xbar-RàD£®æ˘÷µ£≠òO≤ÓàD£©
°§Xbar-SàD£®æ˘÷µ£≠òÀú ≤ÓàD£©
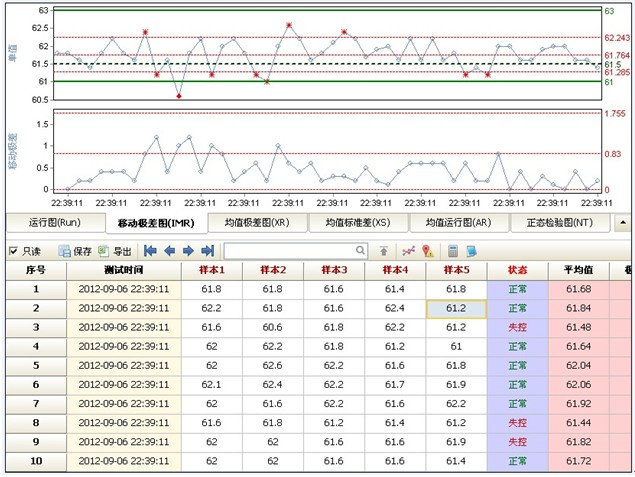
°§X-MRàD£®ÜŒ÷µ£≠“∆Ñ”òO≤ÓàD£©
°§X-R£®÷–ŒªîµàD£©
”ãîµ–Õîµì˛µƒøÿ÷∆àD:
°§PàD£®≤ª∫œ∏Ò∆∑¬ àD£©
°§npàD£®≤ª∫œ∏Ò∆∑îµàD£©
°§càD£®≤ª∫œ∏ÒîµàD£©
°§uàD£®ÜŒŒªÆa∆∑≤ª∫œ∏ÒîµàD£©
≥£”√øÿ÷∆àDþm”√∑∂á˙
1£ÆX-Røÿ÷∆àD
”√”⁄øÿ÷∆嶜ÛûÈÈL∂»°¢÷ÿ¡ø°¢èä∂»°¢ºÉ∂»°¢ïrÈg°¢ ’¬ ∫Õ…˙Æa¡øµ»”ã¡ø÷µµƒàˆ∫œ°£Xøÿ÷∆àD÷˜“™”√”⁄”^≤Ï’˝ëB∑÷≤ºµƒæ˘÷µµƒ◊ɪأ¨Røÿ÷∆àD÷˜“™”√”⁄”^≤Ï’˝ëB∑÷≤º∑÷…¢ªÚ◊ÉÆê«Èõrµƒ◊ɪأ¨∂¯X-Røÿ÷∆àDÑtå¢∂˛’þ¬ì∫œþ\”√£¨”√”⁄”^≤Ï’˝ëB∑÷≤ºµƒ◊ɪذ£
2£ÆX-søÿ÷∆àD
≈cX-RàDœýÀ∆£¨÷ª «”√òÀú ≤Ó£®s£©àD¥˙ÃÊòO≤Ó£®R£©àD∂¯“—°£
3£ÆMe-Røÿ÷∆àD
≈cX-RàD“≤∫ÐœýÀ∆£¨÷ª «”√÷–Œªîµ£®Me£©àD¥˙ÃÊæ˘÷µ£®X£©°£
4£ÆX-Rsøÿ÷∆àD
∂ý”√”⁄å¶√ø“ªÇÄÆa∆∑∂ºþM––ôzÚû£¨≤…”√◊‘Ñ”ªØôz≤È∫Õúy¡øµƒàˆ∫œ°£
5£Æ
pøÿ÷∆àD
”√”⁄øÿ÷∆嶜ÛûÈ≤ª∫œ∏Ò∆∑¬ ªÚ∫œ∏Ò∆∑¬ µ»”ã|¡ø÷∏òÀµƒàˆ∫œ£¨ π”√pàDïrë™þxìÒ÷ÿ“™µƒôz≤ÈÌóƒø◊˜ûÈ≈–îý≤ª∫œ∏Ò∆∑µƒ“¿ì˛£ªÀ¸”√”⁄øÿ÷∆≤ª∫œ∏Ò∆∑¬ °¢Ωªÿõ—”þt¬ °¢»±«⁄¬ °¢≤ÓÂe¬ µ»°£
6£Ænpøÿ÷∆àD
”√”⁄øÿ÷∆嶜ÛûÈ≤ª∫œ∏Ò∆∑îµµƒàˆ∫œ°£‘OnûÈò”±æ£¨pûÈ≤ª∫œ∏Ò∆∑¬ £¨ÑtnpûÈ≤ª∫œ∏Ò∆∑îµ°£
7£Æcøÿ÷∆àD
”√”⁄øÿ÷∆“ª≤øôC∆˜£¨“ªÇÄ≤øº˛£¨“ª∂®ÈL∂»£¨“ª∂®√Ê∑eªÚ»Œ∫Œ“ª∂®µƒÜŒŒª÷–À˘≥ˆ¨Fµƒ≤ª∫œ∏Òø°£∫∏Ω”≤ª¡ºîµ/’`”õîµ/Âe’`îµ/¥√¸c/π ’œ¥Œîµ
8£Æuøÿ÷∆àD
Æî…œ ˆ“ª∂®µƒÜŒŒª£¨“≤º¥n±£≥÷≤ª◊Éïrø…“‘ë™”√cøÿ÷∆àD£¨∂¯Æîn”–◊ɪØïrÑtë™ìQÀ„ûÈ∆Ωæ˘√øÌóÜŒŒªµƒ≤ª∫œ∏Òîµ∫Û‘Ÿ π”√uøÿ÷∆àD°£
≥£”√øÿ÷∆àDë™”√ æ¿˝àD
°§Xbar-RàD£®
æ˘÷µ£≠òO≤Óøÿ÷∆àD
£©
°§X-MRàD£®ÜŒ÷µ£≠“∆Ñ”òO≤ÓàD£©
|
