|
’™“™:
Ņō÷∆ąD
«”√ąD–őĶń–ő ĹÔ@ ĺ“—ĪĽúyŃŅĶńė”ĪĺŇcė”ĪĺĒĶŃŅ÷ģťgĶńŔ|ŃŅŐō–‘£¨Ņō÷∆ąD…ŌĶńŁcĶń∑÷≤ľ†ÓĎB «…ķģaŖ^≥ŐŖ\––ĶńŅs”į£¨łų∑N≤®Ą”£®’ż≥£ĽÚģź≥£≤®Ą”£©∂ľÕ®Ŗ^ŁcĶń∑÷≤ľ†ÓĎBĪŪ¨F≥ŲĀŪ°£
Ņō÷∆ąDĶńÓź–Õ
łýďĢĹy”čĒĶďĢĶńÓź–Õ≤ĽÕ¨£¨Ņō÷∆ąDŅ…∑÷ěť£ļ”čŃŅŅō÷∆ąDļÕ”čĒĶŅō÷∆ąD£®įŁņ®”čľĢŅō÷∆ąDļÕ”čŁcŅō÷∆ąD£©°£ňŁāÉ∑÷ĄeŖm”√”ŕ≤ĽÕ¨Ķń…ķģaŖ^≥Ő°£√ŅÓź”÷Ņ…ľö∑÷ěťĺŖůwĶńŅō÷∆ąD£¨»ÁŌ¬ĪŪňý ĺ£ļ
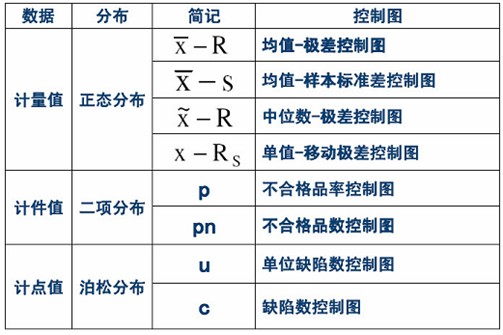
“Ľį„ĀŪ’f£¨ŐŠ≥ę Ļ”√”čŃŅ–ÕĒĶďĢĀŪĪŪŖ_Ŕ|ŃŅŐō–‘£¨“ÚěťňŁĪ»”čĒĶ–ÕĒĶďĢ∑ī”≥≥ŲłŁ∂ŗłŁú ī_”–ÍP÷∆≥ŐĶńŔYŃŌ°£
Ď™”√Ņō÷∆ąDĶńļ√Őé
•◊ųěťłńŖM…ķģań‹Ń¶Ķńľľ–g◊C√ų£Ľ
•ŐŠłŖįl¨FÓA∑ņĶńń‹Ń¶£Ľ
•ÓA∑ņ≤ĽĪō“™ĶńŃų≥Ő’{ĻĚ£Ľ
•ŐŠĻ©‘\Ēŗ–ŇŌĘ£Ľ
•ŐŠĻ©Ńų≥Őń‹Ń¶–ŇŌĘ£Ľ
Ď™”√SPC‹õľĢ”čň„Ņō÷∆ąD
SPC «“ĽŐ◊Źń÷∆≥Ő÷–»• ’ľĮĒĶďĢ£¨≤Ęľ”“‘Ĺy”č∑÷őŲ£¨Źń∑÷őŲ÷–»•įlĺÚ÷∆≥ŐĶńģź≥££¨ŃĘľī≤…»°–ř’żĄ”◊ų£¨ Ļ÷∆≥ŐĽ÷ŹÕ’ż≥£ĶńĹy”čŖ^≥ŐĻ‹÷∆ŌĶĹy°£∆š÷–“ĽāÄļň–ńĶńĻ§ĺŖĺÕ «Ņō÷∆ąD£¨ņŻ”√Ņō÷∆ąDŅ…ŃňĹ‚÷∆≥Ő◊ÉģźĶń∑÷≤ľ«ťõr£¨∑ĹĪ„∆∑Ŕ|Ļ‹ņŪ»ňÜTľįērįl¨Fģź≥£įl…ķŁc£¨≤ĘÕ®Ŗ^≤…»°īŽ ©ľ”“‘łń…∆£¨Ī£◊C◊ÓĹK…ķģa≥ŲłŖ∆∑Ŕ|Ķńģa∆∑°£»ÁŌ¬ «ņŻ”√
SPC‹õľĢ
◊‘Ą””čň„Xbar-RŅō÷∆ąD ĺņż£ļ
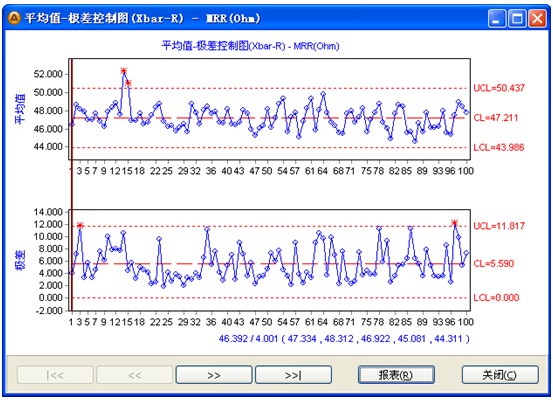
∆š÷–£ļŅō÷∆ąD…ŌĶńľtŁcīķĪŪ « ßŅō†ÓĎB°£‘ŕņŻ”√Ņō÷∆ąDĀŪŇ–Ēŗ÷∆≥Ő «∑Ů ‹Ņōēr£¨Ņ…“‘Õ®Ŗ^“‘Ō¬įňāÄĶš–ÕĶńú ĄtĀŪŇ–Ąe£ļ
•1āÄŁcĺŗ÷––ńĺÄ≥¨Ŗ^3āÄėňú ≤Ó£®P=0.0027£©£Ľ
•ŖBņm7Łc‘ŕ÷––ńĺÄĶńÕ¨“Ľā»£®P=0.0153£©£Ľ
•6ŁcŖBņm…Ō…żĽÚŌ¬ĹĶ£®P=0.00273£©£Ľ
•ŖBņm14ŁcĹĽŐś…Ō…żĽÚŌ¬ĹĶ£®P=0.0027£©£Ľ
•ŖBņm3Łc÷–”–2Łcĺŗ÷––ńĺÄīů”ŕÉ…āÄėňú ≤Ó£®Õ¨ā»£©£®P=0.00268£©£Ľ
•ŖBņm5Łc÷–”–4Łcĺŗ÷––ńĺÄīů”ŕ“ĽāÄėňú ≤Ó£®Õ¨ā»£©£®P=0.0021£©£Ľ
•ŖBņm15Łc‘ŕĺŗ÷––ńĺÄ“ĽāÄėňú ≤ÓÉ»£®É…ā»£©£©£®P=0.00326£©£Ľ
•ŖBņm8āÄŁcĺŗ÷––ńĺÄīů”ŕ“ĽāÄėňú ≤Ó£®É…ā»£©£©£®P=0.0002£©°£
|
