- SPC應(yīng)用與交流中心|
- SPC云服務(wù)|
- QCData產(chǎn)品網(wǎng)站|
- 名編輯電子雜志大師|
-
全國(guó)總機(jī):400-100-8648
廣州熱線:020-85530201
QC七大手法詳解
摘要:優(yōu)良的品質(zhì)是靠科學(xué)的方法管理出來(lái)的,QC七大手法正是現(xiàn)場(chǎng)管理中最 常用的品質(zhì)管理工具,其中QC七大手法包括:排列圖、分層法、檢查表、散布 圖、控制圖、因果圖以及直方圖等,本節(jié)主要針對(duì)其中之一的直方圖來(lái)進(jìn)行詳解。
直方圖
直方圖(Histogram)是頻數(shù)直方圖的簡(jiǎn)稱。它是用一系列寬度相等、高度不等的 長(zhǎng)方形表示數(shù)據(jù)的圖。長(zhǎng)方形的寬度表示數(shù)據(jù)范圍的間隔,長(zhǎng)方形的高度表示在 給定間隔內(nèi)的數(shù)據(jù)數(shù)。
直方圖的作用
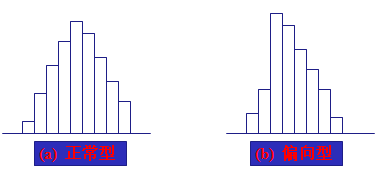
(1)顯示質(zhì)量波動(dòng)的狀態(tài);
(2)較直觀地傳遞有關(guān)過(guò)程質(zhì)量狀況的信息;
(3)通過(guò)研究質(zhì)量波動(dòng)狀況之后,就能掌握過(guò)程的狀況,從而確定在什么地方集中力量進(jìn)行質(zhì)量改進(jìn)工作。
應(yīng)用直方圖的步驟
現(xiàn)以某廠生產(chǎn)的產(chǎn)品重量為例,對(duì)應(yīng)用直方圖的步驟加以說(shuō)明:
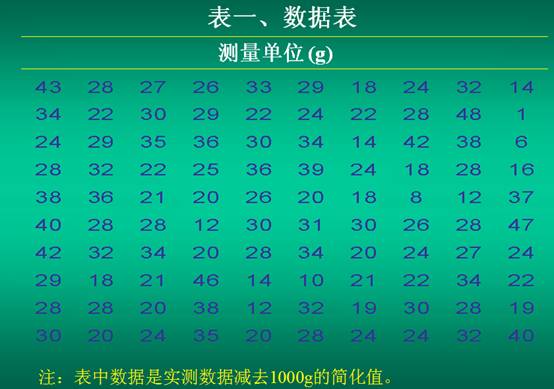
(1)收集數(shù)據(jù)。作直方圖的數(shù)據(jù)一般應(yīng)大于50個(gè)。本例 在生產(chǎn)過(guò)程中收集了100個(gè)數(shù)據(jù),列于表一中。
(2)確定數(shù)據(jù)的極差(R)。用數(shù)據(jù)的最大值減去最小值 求得。本例最大值X max =48(cg),最小值X min =1(cg),所以極差 R= 48-1= 47(cg).
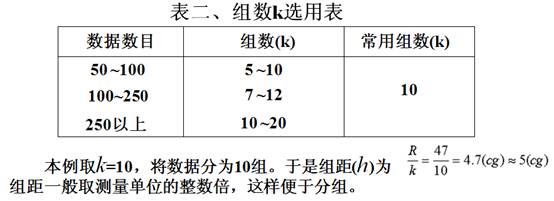
(3)確定組距(h)。先確定直方圖的組數(shù),然后以此組數(shù)去除極差,可得直方圖每組的寬度,即組距。組數(shù)的確定要適當(dāng)。組數(shù)太少,會(huì)引起較大計(jì)算誤差;組數(shù)太多,會(huì)影響數(shù)據(jù)分組規(guī)律的明顯性,且計(jì)算工作量加大。組數(shù)(k)的確定可參考組數(shù)(k)選用表二。
(4)確定各組的界限值。為避免出現(xiàn)數(shù)據(jù)值與組界限值重合而造成頻數(shù)據(jù)計(jì)算困難,組的界限值單位應(yīng)取最小測(cè)量單位的1/2。本例最小測(cè)量單位是個(gè)位,其界限值應(yīng)取0.5。分組時(shí)應(yīng)把數(shù)據(jù)表中最大值和最小值包括在內(nèi)。
第一組下限值為:1-0.5=0.5;
第一組上限值為:第一組下限值加組距,即0.5+5=5.5;
第二組下限值就是第一組的上限值,即5.5;
第二組上限值就是第二組的下限值加組距,即5.5+5=10.5;
第三組以后,依此類推定出各組的組界。
(5)編制頻數(shù)分布表。把多個(gè)組上下界限值分別填入頻數(shù)分布表內(nèi),并把數(shù)據(jù)表中的各個(gè)數(shù)據(jù)列入相應(yīng)的組,統(tǒng)計(jì)各組頻數(shù)據(jù)(f)。
(6)按數(shù)據(jù)值比例畫(huà)出橫坐標(biāo)。
(7)按頻數(shù)值比例畫(huà)縱坐標(biāo)。以觀測(cè)值數(shù)目或百分?jǐn)?shù)表示。
(8)畫(huà)直方圖。按縱坐標(biāo)畫(huà)出每個(gè)長(zhǎng)方形的高度,它代表取落在此長(zhǎng)方形中的數(shù)據(jù)數(shù)。(注意:每個(gè)長(zhǎng)方形的寬度都是相等的),在直方圖上應(yīng)標(biāo)注出公差范圍(T)、樣本大小(n)、樣本平均值(x)、樣本標(biāo)準(zhǔn)偏差值(s)和x的位置等。
直方圖法在應(yīng)用中常見(jiàn)的錯(cuò)誤和注意事項(xiàng)
a. 抽取的樣本數(shù)量過(guò)小,將會(huì)產(chǎn)生較大誤差,可信度低,也就失去了統(tǒng)計(jì)的意義。因此,樣本數(shù)不應(yīng)少于50個(gè)。
b. 組數(shù) k 選用不當(dāng),k 偏大或偏小,都會(huì)造成對(duì)分布狀態(tài)的判斷有誤。
c. 直方圖一般適用于計(jì)量值數(shù)據(jù),但在某些情況下也適用于計(jì)數(shù)值數(shù)據(jù),這要看繪制直方圖的目的而定。
d. 圖形不完整,標(biāo)注不齊全,直方圖上應(yīng)標(biāo)注:公差范圍線、平均值的位置(點(diǎn)畫(huà)線表示)不能與公差中心M相混淆;圖的右上角標(biāo)出:N、S、C p或 CPK.
以上是對(duì)QC七大手法之一的直方圖的介紹,其中企業(yè)在做品質(zhì)管理時(shí)離不開(kāi)SPC 品質(zhì)管理軟件(SPC免費(fèi)下載), SPC------(StatisticalProcess Control) 譯為統(tǒng)計(jì)制程管制,是指“在制程中去收集數(shù)據(jù),并將所收集的數(shù)據(jù)加以統(tǒng)計(jì)分析,從分析中發(fā)現(xiàn)制程的異常,再通過(guò)問(wèn)題的分析來(lái)挖掘異常的原因,并針對(duì)該 原因采取適當(dāng)有效的對(duì)策,使制程恢復(fù)正常狀態(tài),再透過(guò)制程能力的調(diào)查分析與 標(biāo)準(zhǔn)化,不斷提升制程能力的一種維護(hù)與改善的手法”。總的來(lái)說(shuō)SPC是品質(zhì)分 析軟件。

我們不單提供專業(yè)的軟件與服務(wù),我們同時(shí)也為客戶系統(tǒng)的運(yùn)行提供理論與經(jīng)驗(yàn)支持,分享我們?cè)谫|(zhì)量管理領(lǐng)域的相關(guān)經(jīng)驗(yàn)與知識(shí)!