OEE£®‘OāšĺCļŌ–߬ £©ĶńŃýīůďp ßľį∆šĎ™Ć¶īŽ © |
 |
Ńýīůďp ß”√ĀŪ∑ī”≥‘OāšĶń÷ų“™ďp ß‘≠“Ú£¨Õ®Ŗ^Ĺy”čłų∑NērťgņňŔMĀŪěť≤ĽĒŗĶōŌŻ≥ż‘ŕOEEĻ‹ņŪ÷–īś‘ŕņňŔM°£
OEEĶńŃýīůďp ß
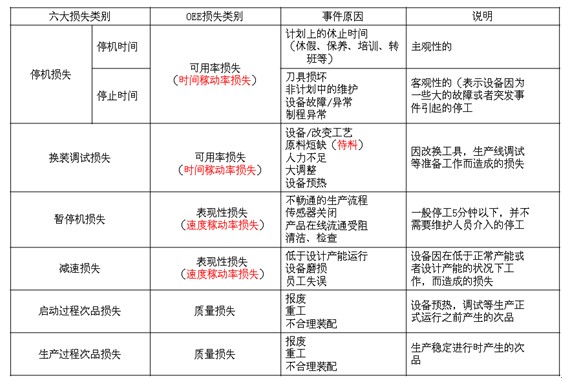
OEE(»ęĺ÷‘Oāš–ß”√) «”√ĀŪ◊RĄeļÕŌŻ≥ż‘OāšĶńŃýīůďp ß°£Ŗ@–©ďp ß «”įŪĎ…ķģa‘OāšÕ£ôCļՖ߬ Ķń÷ų“™‘≠“Ú°£
1°ĘôC∆ųĻ ’Ō
∂®Ńx£ļ”…”ŕôC∆ųĻ ’Ō∂ÝņňŔMĶńērťg
ϙƶīŽ ©£ļ
•Ņā…ķģaĺS◊o
•≤Ŕ◊ųÜT◊‘ľļĺS◊o
•∑÷őŲĒĶďĢ”õšõļÕŇŃņŘÕ–‘≠“Ú°£≤…”√ŌĶĹyĽĮĶń‘īÜĖÓ}Ĺ‚õQ∑®ĀŪī_∂®ÜĖÓ}ĶńÉěŌ»ŇŇ–Ú
2°ĘďQĺÄ
∂®Ńx£ļőīĹõ’{’ŻĶń»ęňŔĶń”…◊Óļů“ĽľĢ ≥∆∑řD»ŽĶŕ“ĽľĢ–¬ ≥∆∑ĶńŖ\◊ų£¨‘Oāš»ęňŔŖ\řD«ťõrŌ¬◊Óļů“ĽāÄŃľļ√ĶńŇfģa∆∑ĶĹĶŕ“ĽāÄŃľļ√Ķń–¬ģa∆∑ťgĶńērťg°£
ϙƶīŽ ©£ļ
•Ŗ\”√SMED∑Ĺ∑®ĀŪŅs∂ŐďQĺÄērťg*£®įŁņ®Ŗ\řD÷–łŁďQ‘≠≤ńŃŌ£¨»Á”√–¬ĺÄ£©
•Õ®Ŗ^ėIŅÉĻ‹ņŪĀŪįī’’ėňú ĪOŅōďQĺÄērťg «∑ŮļŌłŮ
•Ćć ©≥÷ņmłń…∆––Ą”
3°Ę”čĄĚÕ‚Õ£Ļ§
∂®Ńx£ļôC∆ųĻ ’ŌÕ£Ļ§ĽÚďQĺÄ“‘Õ‚Ķń‘≠“Ú‘ž≥…Ķń”čĄĚÕ£Ļ§ňýďp ßĶńērťg£®»ÁÕ£Ļ§ērťg…Ŕ”ŕ5∑÷Á䣨ť_Ļ§Õ∆Ŗt/ÕÍĻ§ŐŠ«į£©
ϙƶīŽ ©£ļ
•įŗĹMťLĎ™Ľ®ērťg”^≤žŃų≥Ő£¨◊Ę“‚≤Ę”õšõ∂ŐēļÕ£Ļ§ērťg£®°į÷‹∆ŕĺöŃē°Ī£©
•ņŪĹ‚”čĄĚÕ‚Õ£Ļ§Ķń÷ų“™‘≠“Ú£¨Ćć ©”–÷ōŁcĶńłý‘īÜĖÓ}Ĺ‚õQ∑®
•√ųī_ī_∂®Ļ§◊ųērťgėňú
•Õ®Ŗ^ĪOŅōĀŪ”õšõĶńÕ£Ļ§ērťg£¨≤ĽĒŗŐŠłŖĒĶďĢú ī_–‘ń‹
4°ĘňŔ∂»ĹĶĶÕ
∂®Ńx£ļ”…”ŕôC∆ųŖ\řDňŔ∂»ĶÕ”ŕŃų≥Ő‘O”čėňú ∂Ý‘ž≥…Ķńērťgďp ß
ϙƶīŽ ©£ļ
•√ųī_ĆćŽH‘O”čňŔ∂»£¨◊ÓīůňŔ∂»£¨“‘ľį‘ž≥…ňŔ∂» ‹ŌřĶńőÔņŪ‘≠“Ú
•’ąĻ§≥Ő»ňÜTŖM––≥Ő–Úôz≤ť≤ĘŖM–––řłń
5°ĘďpČń
∂®Ńx£ļĻ§ňáŐéņŪŃų≥Ő÷–£¨ľī°įĺÄ…Ō°ĪľīĪĽ≤ť≥ŲĶń≤ŅľĢ£¨”… ÷ĆĎŹU∆∑”õšõĶ«”õúyŃŅ£®◊Ę£ļľŔ‘O√ŅāÄ≤ŅľĢĶńďpČń‘ž≥……ķģa‘ď≤ŅľĢ»ę≤ŅērťgĶńďp ߣ¨Źń∂ÝĆĘďpČń≤ŅľĢĒĶŃŅřDĽĮěťērťgďp ߣ©
ϙƶīŽ ©£ļ
•ŃňĹ‚ďpČńĶń‘≠“Úľįįl…ķĶńērťgļÕĶōŁc£¨»ĽļůŖ\”√łý‘īÜĖÓ}Ĺ‚õQřk∑®ĀŪĹ‚õQ
• Ļ”√SMEDľľ–gĀŪúp…Ŕ…ű÷ŃŌŻ≥ż‘O÷√’{’ŻĶńĪō“™£¨≤ĘĆć¨Fėňú ĽĮĶńĶŕ“Ľ›ÜÕ®Ŗ^Ńų≥Ő
•»ÁĻŻ“ÚěťŖMĺÄ≤ŅľĢļÕ‘≠≤ńŃŌĶń◊ÉĽĮ∂ÝĆß÷¬ďpČń£¨Źń∂Ý–Ť“™ŖM––’{’ŻĀŪ—aÉĒĺÕ“™Ĺ®ŃĘ≤ŅľĢŔ|ŃŅĺ‹ ’ĶńŌř÷∆£¨≤Ę ĻĻ©Ď™…ŐŔ|ŃŅĻ‹ņŪ“≤ÖĘŇcĶĹīňĻ‹ņŪŃų ≥Ő
6°ĘŔ|ŃŅ»ĪŌ›
∂®Ńx£ļ‘ŕĺÄń©ĽÚ…ķģaŃų≥ŐĹY Ýļů≥Ų¨FĶń”–»ĪŌ›≤ŅľĢ£¨”…»ňĻ§”õšõĺ‹ ’«ťõrĀŪúyŃŅ£®◊Ę£ļľŔ‘O√ŅāÄ≤ŅľĢĶńďpČń‘ž≥……ķģa‘ď≤ŅľĢ»ę≤ŅērťgĶńďp ߣ¨Źń∂ÝĆĘďpČń≤ŅľĢĒĶŃŅřDĽĮěťērťgďp ߣĽľŔ‘O∑ĶĻ§≤Ľ‘ŕĺÄÉ»ŖM––£©
ϙƶīŽ ©£ļ
•Õ®Ŗ^Õý≥£ļÕ≤ĽĒŗĶńĒĶďĢ”õšõļÕ∑÷őŲŃňĹ‚Ļ§ňáŃų≥ŐĶń◊ÉĽĮŐō’ų
•Ŗ\”√łý‘īÜĖÓ}Ĺ‚õQĻ§ĺŖ£®»Á5āÄěť ≤√ī£¨ÜĖÓ}Ĺ‚õQĪŪ£¨Ű~Ļ«ĪŪ“‘ľįPDCA£©
•ŌÚ‘ž≥…Ŕ|ŃŅÜĖÓ}Ķń”–ÍP»ňÜT∑īūĀŔ|ŃŅÜĖÓ}
“‘…Ō «Ć¶‘OāšĺCļŌ–߬ OEEĶńŃýīůďp ßŖM––ŃňĹťĹB£¨ŃŪ»Á–ŤŃňĹ‚łŁ∂ŗ”–ÍPOEEĻ‹ņŪ‹õľĢ∑Ĺ∑®ĶńÉ»»›£¨Ņ…÷ĪĹ”≤ťŅī£ļOEEĻ‹ņŪĹ‚õQ∑Ĺįł | 

