CPKĻ§–ÚŖ^≥Őń‹Ń¶∑÷őŲĎ™”√įłņż |
 |
Ŗ^≥Ő◊Éģź «ÜőāÄúyŃŅĽÚģa∆∑…ķģaŃų≥Ő÷–≤ĽŅ…Ī‹√‚Ķń≤Óģź°£ŖM––Ŗ^≥Őń‹Ń¶∑÷őŲ£¨ĆćŔ|…ŌĺÕ «Õ®Ŗ^ŌĶĹyĶō∑÷őŲļÕ—–ĺŅĀŪ‘u∂®Ŗ^≥Őń‹Ń¶Ňc÷ł∂®–Ť«ůĶń“Ľ÷¬–‘°£Ō¬√śő“āÉ÷ų“™ĆĘŇeņżé◊āÄŖ^≥Őń‹Ń¶∑÷őŲCPKĶńĎ™”√£¨ĀŪ◊Ćīůľ“ƶŖ^≥Őń‹Ń¶∑÷őŲ”–ŖM“Ľ≤ĹĶńŃňĹ‚°£
ěť ≤√ī“™ŖM––ń‹Ń¶∑÷őŲ£Ņ
÷ģňý“‘“™ŖM––Ŗ^≥Őń‹Ń¶∑÷őŲ£¨”–É…āÄ÷ų“™‘≠“Ú:
•ő“āÉ–Ť“™÷™ĶņŖ^≥Ő∂»ŃŅňýń‹ČÚŐŠĻ©ĶńĽýĺÄ‘ŕĒĶŃŅ…ŌĶń ‹Ņō–‘£Ľ
•”…”ŕő“āÉĶń∂»ŃŅ”čĄĚŖÄŌŗģĒ°į≤Ľ≥… ž°Ī£¨“Úīň–Ť“™Ć¶Ŗ^≥Ő∂»ŃŅĽýĺÄŖM––‘uĻņ£¨ĀŪõQ∂® «∑Ůƶ∆šŖM––łńĄ”“‘∑ī”≥Ŗ^≥Őń‹Ń¶ĶńłńŖM«ťõr°£łýďĢŖ^≥Őń‹Ń¶ĶńĒĶŃŅ÷łėň£¨ő“āÉŅ…“‘ŌŗĎ™Ķō∑ŇĆíĽÚŅs–°ĽýĺÄĶńŅō÷∆ólľĢ°£
Ļ§–ÚŖ^≥Őń‹Ń¶∑÷őŲ
Ļ§–ÚŖ^≥Őń‹Ń¶÷ł‘ďĻ§–ÚŖ^≥Ő‘ŕ5M1E’ż≥£Ķń†ÓĎBŌ¬£¨ń‹∑Ä∂®Ķō…ķģaļŌłŮ∆∑ĶńĆćŽHľ”Ļ§ń‹Ń¶°£Ŗ^≥Őń‹Ń¶»°õQ”ŕôC∆ų‘Oāš°Ę≤ńŃŌ°ĘĻ§ňá°ĘĻ§ňá—bāšĶńĺę∂»°ĘĻ§»ňĶńĻ§◊ųŔ|ŃŅ“‘ľį∆šňŻľľ–gólľĢ°£Ŗ^≥Őń‹Ń¶÷łĒĶ”√Cp °ĘCpkĪŪ ĺ°£
įłņż“Ľ£ļń≥Ļęňĺń≥Ļ§–ÚĶńÍPśI÷łėň?°™°™ņ≠ѶÖĘĒĶĶńŅō÷∆ąD»ÁŌ¬£¨ő“āÉŖM––»ÁŌ¬Ŗ^≥Őń‹Ń¶Ķń∑÷őŲ£ļCpk= Min[ (USL- Mu)/3s, (Mu - LSL)/3s]
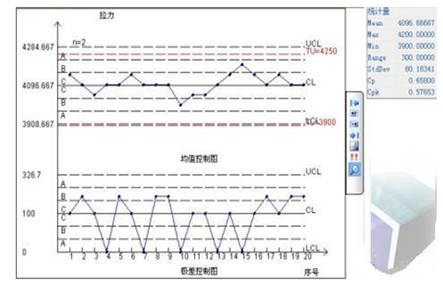
Źń…Ō√śĶńŅō÷∆ąDŅ…“‘Ņī≥Ų£ļ
•∆š÷–£ļCp÷Ķěť0.658£¨Cpk÷Ķěť0.57653£¨Ļ§–Úń‹Ń¶≤Ľ◊„°£
•Ň–Ēŗ£ļ20āÄė”Īĺ÷–ő“āÉŅ…“‘Ņī≥ŲŁcĶńŽSôC≤®Ą”∑ý∂»›^īů£¨łýďĢ∆šÍPśIŐō–‘≥Ő∂»ěť÷ō“™Ŕ|ŃŅŐō–‘£¨Ņ…“‘Ň–Ēŗ‘ďĻ§–ÚŖ^≥ŐÔLŽU›^łŖ°£
•∑÷őŲ£ļłýďĢŖ^≥Őń‹Ń¶Ňc≤ĽļŌłŮ¬ ÷ģťgĶńƶϙÍPŌĶ£¨ő“āÉŅ…“‘Ķ√≥Ų‘ďĻ§–ÚŖ^≥ŐĶń≤ĽļŌłŮ¬ ěť4.56%°£
•ĹY’ď£ļĎ™‘ďÕ£÷Ļ…ķģa£¨≤ť√ųĻ§–ÚŖ^≥Ő÷–ĶńŌĶĹy“Úňō£¨≤…»°ľm’żīŽ ©£¨ŖM––ľľ–głń‘žļÕĻ§ňáłńŖM£¨“‘ŐŠłŖŖ^≥Őń‹Ń¶°£
įłņż∂Ģ£ļń≥Ļęňĺń≥Ļ§–ÚĶńÍPśI÷łėň°™°™Õ‚ŹĹÖĘĒĶŅō÷∆ąD»ÁŌ¬£¨ő“āÉŖM––»ÁŌ¬Ŗ^≥Őń‹Ń¶Ķń∑÷őŲ
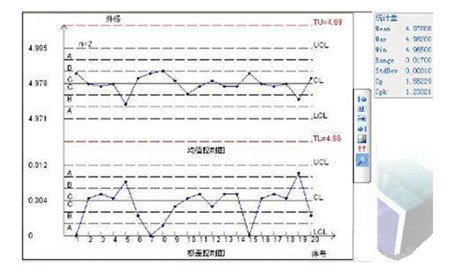
Źń…Ō√śĶńŅō÷∆ąDŅ…“‘Ņī≥Ų£ļ
•∆š÷–£ļCP÷Ķěť1.55229 £¨CPK÷Ķěť1.23321£¨Ļ§–Úń‹Ń¶…–Ņ…°£
•Ň–Ēŗ£ļő“āÉŅ…“‘Ņī≥Ų£¨‘ŕ20āÄė”Īĺ÷–ŁcĶńŽSôC≤®Ą”ĺýļ‚£¨łýďĢ∆šÍPśIŐō–‘≥Ő∂»ěťÍPśIŔ|ŃŅŐō–‘£¨Ŗ^≥ŐÔLŽUěť÷–Ķ»°£
•∑÷őŲ£ļłýďĢŖ^≥Őń‹Ń¶Ňc≤ĽļŌłŮ¬ ÷ģťgĶńƶϙÍPŌĶ£¨ő“āÉŅ…“‘Ķ√≥Ų‘ďĻ§–ÚŖ^≥ŐĶń≤ĽļŌłŮ¬ ěť0.025%°£
•ĹY’ď£ļŹäĽĮŔ|ŃŅôzÚě£¨‘Ųľ”ôzÚěÓlīőľį∑īūĀŔ|ŃŅ–ŇŌĘ£¨∑÷őŲŽx…Ę≥Ő∂»ļÕ‘≠“Ú£¨≤…»°ľm’żļÕÓA∑ņīŽ ©£¨ŐŠłŖĻ§–ÚŖ^≥Őń‹Ń¶°£
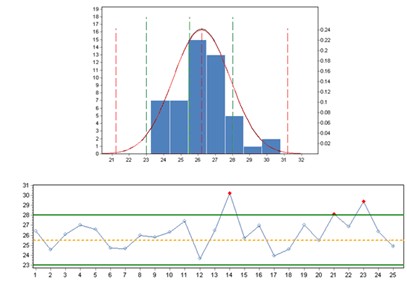
įłņż»ż£ļń≥Ļęňĺń≥Ļ§–ÚĶńÍPśI÷łėň°™°™Õ‚ŹĹÖĘĒĶŅō÷∆ąD»ÁŌ¬£¨ő“āÉŖM––»ÁŌ¬Ŗ^≥Őń‹Ń¶Ķń∑÷őŲ£ļ
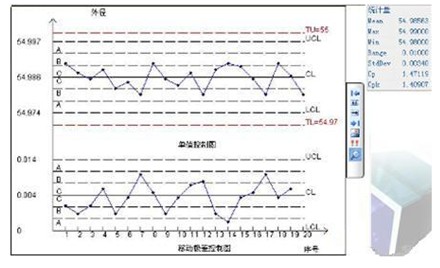
Źń…Ō√śĶńŅō÷∆ąDŅ…“‘Ņī≥Ų£ļ
•∆š÷–£ļCP÷Ķěť1.47119£¨CPK÷Ķěť1.40907£¨Ļ§–Úń‹Ń¶≥š◊„°£
•Ň–Ēŗ£ļő“āÉŅ…“‘Ņī≥Ų£¨‘ŕ20āÄė”Īĺ÷–ŁcĶńŽSôC≤®Ą”ĺýļ‚£¨łýďĢ∆šÍPśIŐō–‘≥Ő∂»ěť÷ō“™Ŕ|ŃŅŐō–‘£¨Ŗ^≥Őń‹Ń¶Őé”ŕņŪŌŽ†ÓĎB°£
•∑÷őŲ£ļłýďĢŖ^≥Őń‹Ń¶Ňc≤ĽļŌłŮ¬ ÷ģťgĶńƶϙÍPŌĶő“āÉŅ…“‘Ķ√≥Ų‘ďĻ§–ÚŖ^≥ŐĶń≤ĽļŌłŮ¬ ěť0.001%°£
•ĹY’ď£ļƶŖ^≥Ő¨F†ÓĆć ©ėňú ĽĮ◊ųėI£¨Ď™”√Ņō÷∆ąDĽÚ∆šňŁ ÷∂őƶŖ^≥Őņ^ņmŖM––ĪOŅō°£
“‘…ŌŇeņż’f√ųŃňCPKŖ^≥Őń‹Ń¶∑÷őŲ «»ÁļőĎ™”√”ŕĻ§–ÚŖ^≥ŐŅō÷∆Ķń£¨‘ŕŖ@“≤ĹťĹB“ĽŅÓCPK”čň„Ļ§ĺŖĹoīůľ“£®√‚ŔMĶń£©£¨∑ĹĪ„īůľ“∆Ĺēr‘ŕ◊ŲCPK”čň„∑÷őŲēr”√£ļ
CPK√‚ŔMŌ¬›dĶō÷∑£ļhttp://www.maiaaa.com/QC/CPK.html | 

