
- 太友SPC系統
(QSmart? SPC Monitor) - 太友質量管理系統
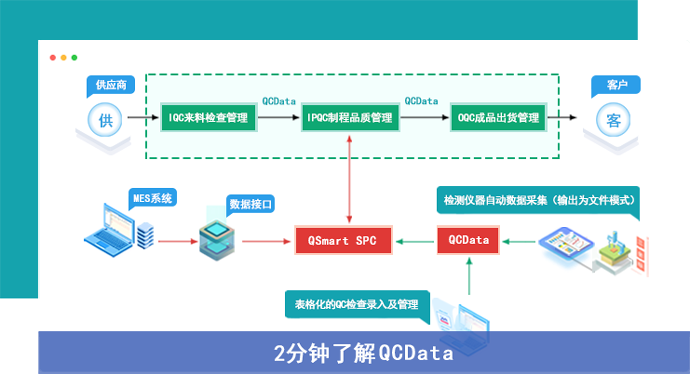
(QMS系統-QCData?) - 關于太友
- 聯系我們
- 全國總機:400-100-8648
廣州熱線:020-85530201
您只需提供大概需求,我們兩周內提供演示方案!
歡迎聯系我們試用及評估
您只需提供大概需求,我們兩周內提供演示方案!
歡迎聯系我們試用及評估
1)Cp和Cpk都要計算,不管過程有沒有偏移;
2)Cp反映的是能夠達到的過程能力的最高水平,除非進行剔除普通原因的系統措施;
3)Cpk反映實際的過程能力,提高的途徑是減少偏移,往往是采取一些剔除特殊原因的局部措施即可提高Cpk值;
4)當分布中心與公差中心重合時,Cp=Cpk,而不是說工序能力指數記為Cp;
5)所以兩者都要計算,都有各自用途,要結合著進行分析。說計算Cp沒用的也說法是不對的。
CP與CPK的其它區別:
A、只有在計量值為雙側公差而且分布中心和標準中心重合的情況下,CP=CPK(此時K=0);
B、當質量特性分布中心恰好位于標準上限或下限時,則K=1;
C、當質量特性分布中心位于標準界限之外時,則K>1。K值是越小越好;
D、因為質量分布中心與標準中心在生產實際中往往并不重合,所以實際有效的標準范圍就不能完全利用。在產生偏移后,分布在中心左側能力的增加值補償不了右側的工序能力的損失值。只能以兩者中較小值來計算工序能力指數。這個工序能力指數也可稱為修正工序能力指數,記作CPK。修正工序能力指數就是一般的工序能力指數。
E、CP 永遠大于或等于CPK,CPK不可以小于零。
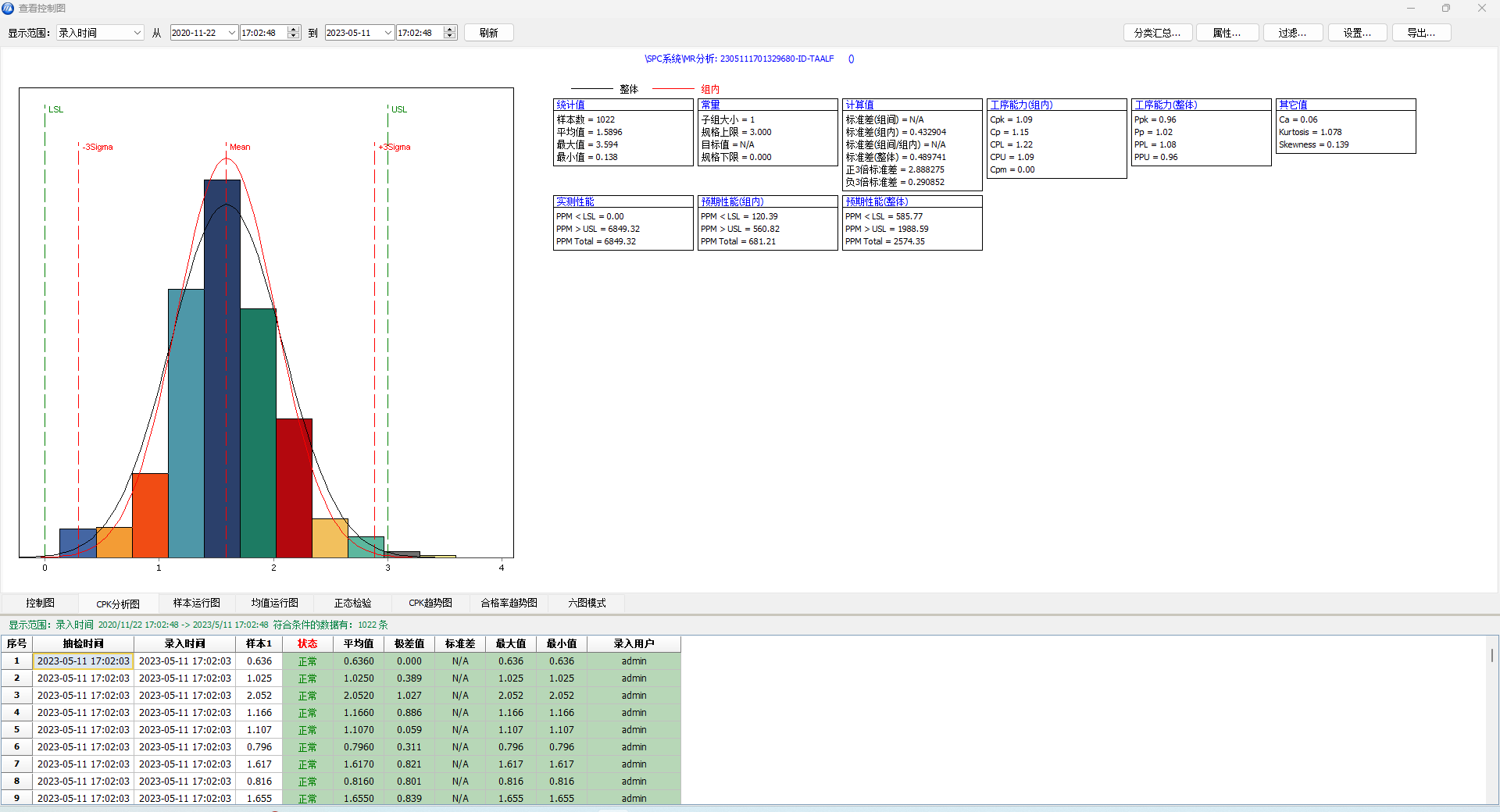
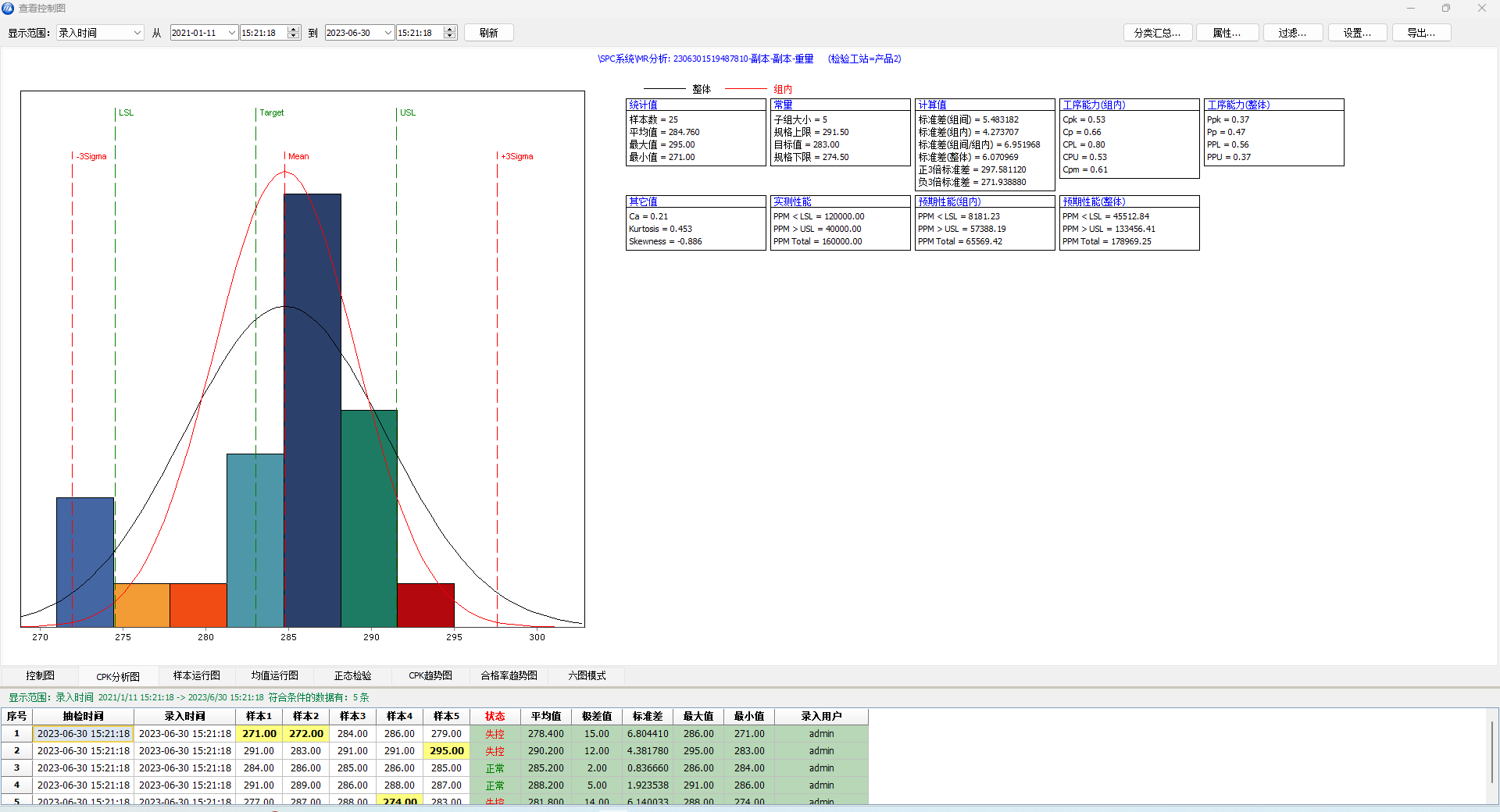
參考圖形(以下圖形采用太友QSmart SPC軟件制作)

我們不單提供專業的軟件與服務,我們同時也為客戶系統的運行提供理論與經驗支持,分享我們在質量管理領域的相關經驗與知識!


